蜗轮滚刀的进刀方向
2021-03-21 14:51:42
匠星工具
2977
蜗轮滚刀的进刀方向
用蜗轮滚刀加工蜗轮时,可采用径向进给和切向进给两种方式。
径向进给法加工蜗轮时,滚刀与蜗轮作展成运动,即滚刀每转一转,蜗轮转过的齿数等于滚刀的头数,同时滚刀沿蜗轮半径方向进给,达到规定的中心距,直至蜗轮齿廓包络成形。切向进给法加工蜗轮时。首先把滚刀和蜗轮中心距调整合格,滚刀和蜗轮除作展成运动外,滚刀还应沿本身轴线方向进给,蜗轮也需要有附加转动。在实际生产中,由于受滚齿机和蜗杆副装配的限制,比较多地使用径向进给法,但是因蜗轮滚刀切削刃数一般都比较少,所以采用径向进给法加工蜗轮时,蜗轮齿面的波纹度较大,特别是在蜗轮模数较大,齿数较少和滚刀的直径较小,头数较多以及蜗轮齿数与滚刀头数有公因数时,这种波纹就更为明显。
采用切向进给法加工蜗轮时候,蜗轮齿面的波纹度主要取决于切向进给的速度。切向进给的速度减慢,包络蜗轮齿面的切削刃数增加,齿面波纹度减小,提高了蜗轮的接触质量。而且采用切向进给的蜗轮滚刀都作出了切削锥,粗切区内各刀齿的负荷比较均匀,提高了滚刀的寿命。所以,在加工一般蜗轮时,如果条件允许,应尽量采用切向进给法。能否采用切向进给法加工蜗轮,除了要看所用滚齿机有无切向进给机构外,还要考虑蜗杆副的装配要求。当蜗杆头数较多,螺旋导程角较大时用切向进给法加工出的蜗轮,两端齿廓歪斜显著,无法和蜗杆进行径向装配,而只能将蜗杆沿蜗轮的切向旋入。当蜗杆副的箱体结构不允许切向装配时,就不能采用切向法进给法加工蜗轮。-更多详情见于齿轮手册。欲了解更多的蜗轮滚刀,欢迎您访问重庆匠星工具网页www.jiangxinggongju.com。
相关文章
-
磨前齿轮滚刀齿形优化设计
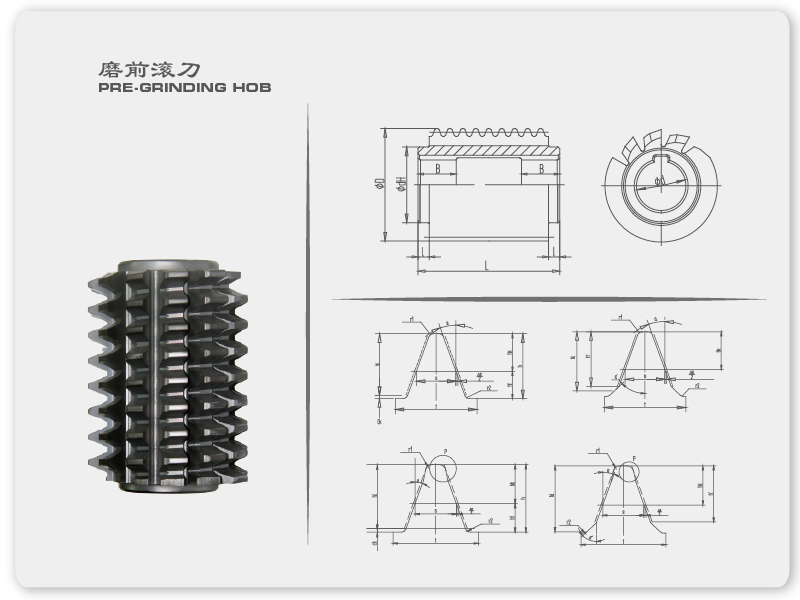 磨前齿轮滚刀齿形优化设计由于磨前齿轮滚刀能够使得被加工齿轮轮齿根部产生一定量根切,所以被广泛用作高精度硬齿面齿轮的粗加工刀具.被加工齿轮齿根的根切量主要由磨前滚刀的齿形参数决定,粗加工时齿轮根切过深或...
磨前齿轮滚刀齿形优化设计由于磨前齿轮滚刀能够使得被加工齿轮轮齿根部产生一定量根切,所以被广泛用作高精度硬齿面齿轮的粗加工刀具.被加工齿轮齿根的根切量主要由磨前滚刀的齿形参数决定,粗加工时齿轮根切过深或... - 滚刀的齿廓修形
- 剃前齿轮滚刀的设计与工艺
- 标准齿轮滚刀的检验与使用
- 压力角20°模数m1.75齿轮滚刀
- 镶片齿轮滚刀的特点
- 压力角20°模数m9齿轮滚刀
 渝公网安备 50009802000946号
渝公网安备 50009802000946号