渐开线花键滚刀
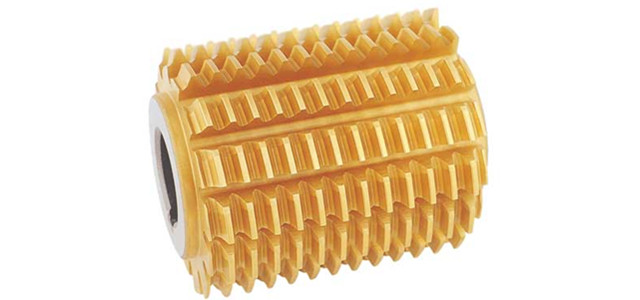
渐开线花键滚刀
模数: m0.5-m10,Dp
齿形标准:GB、DIN5480
精度;A、AA
材质:M2、M35、S390
涂层;TiN、AP
-
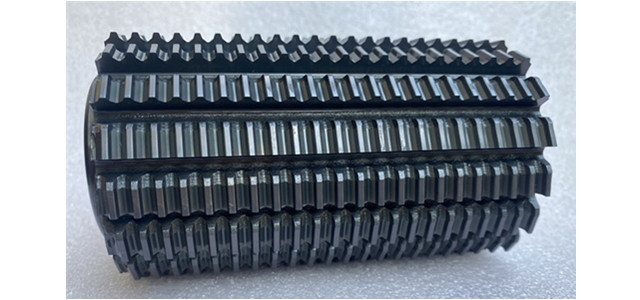
渐开线花键滚刀
模数: m0.5-m10,Dp
齿形标准:GB、DIN5480,5482
精度:A、AA
材质:M2、M35、S390
涂层:TiN、AT
滚齿刀产品介绍:
刀具材料:普通高速钢,高钴钢,喷射钢,粉末冶金,硬质合金
刀具外形尺寸:Φ10-Φ280 最大长度:590
切削性能:湿切,干切,刮切
模数范围:m0.25-m30, 径节:DP, 节距:CP
整体硬质合金滚刀规格:m0.2-m4 精度:AA, AAA
整体高速切削滚刀规格:m0.2-m20 精度:A,AA, AAA
镶片高速滚刀规格:m10-m40 精度:A

渐开线齿形滚刀:齿轮滚刀,剃前齿轮滚刀,磨前齿轮滚刀,渐开线花键滚刀,全切齿轮滚刀,多头齿轮滚刀
齿形包括:凸头,修缘,修形,圆弧切顶等
非线性滚刀:链轮滚刀,带轮滚刀,矩形花键滚刀,三角花键滚刀,摆线齿轮滚刀,单圆弧滚刀,双圆弧滚刀,蜗轮滚刀
蜗轮滚刀:孔式蜗轮滚刀,杆式蜗轮滚刀
模数范围:m0.3-m30
螺纹升角:λ±45°
蜗杆头数:1-5
精度:AA

滚刀使用和修磨复涂注意事项:
一:变模数变压力角滚刀正确使用方法
1,安装角SA:按刀具标识上标注的SA角度来搬
2,差动挂轮:1)使用普通滚齿机加工时,差动挂论按正常的齿轮参数来计算。2)使用数控滚齿机加工时,被加工齿轮输入的参数不变,滚刀参数输入必须是变后的法向模数,压力角,节圆螺旋角。
二,高效滚刀修磨和复涂正确的工艺操作:需要修磨复涂的滚刀,必须先把上次表面涂层退掉后,再用金刚石砂轮来修磨,这样防止刀具表面磨糊退火或产生磨削裂纹,提高刀具使用寿命。

本公司生产的各种类型滚刀,模数范围为m1~m22,产品采用ISO、DIN、GB等产品技术标准和普通高速钢、高性能高速钢和粉末冶金高速钢,运用成熟的加工工艺、真空热处理、表面纳米复合硬涂层等工艺技术,广泛应用于汽车、减速机等机械加工领域对各种齿轮、花键、蜗轮、链轮及带轮的加工。客户可根据产品加工需要和各类齿轮、花键、蜗轮、链轮及带轮的参数订购个性滚刀。

滚刀分类:齿轮滚刀、多头高效滚刀、合金滚刀、剃前滚刀、磨前滚刀、留磨滚刀、多圈齿条铣刀、链轮滚刀、带轮滚刀、三角花键滚刀、矩形花键滚刀、渐开线花键滚刀、多头蜗轮滚刀、大模数整体滚刀及镶片齿轮滚刀
每把匠星精工的渐开线花键滚刀都经过优化的设计,精密的加工,严格的检测及合适的涂层,赋予齿轮滚刀极高的精度与质量稳定性,以求达到更长的使用寿命,尤其适用于干式切削、高速切削和硬齿面切削。

匠星工具作为一家高性能齿轮刀具供应商,为中小模数和大模数齿轮加工提供全系列齿轮刀具,包括:滚刀、插齿刀、剃齿刀、铣刀等,可提供完整的滚齿、插齿、剃齿、铣齿所需方案及完善的售后服务。欲了解更多渐开线花键滚刀,请访问我们的网站。
相关推荐- 渐开线花键滚刀基本形式与尺寸
- 小模数齿轮滚刀
- 滚刀选定时考虑事项
- 滚刀分类
- 滚刀使用和修磨复涂注意事项
- 如何选用非标渐开线齿轮滚刀
- 滚刀切削齿轮易出现的几种现象
- 欢迎联系匠星,获取滚刀技术支持
- 匠星为您提供大量的滚齿刀选择
- 滚刀使用的切削材料
- 滚刀模数M,径节DP与周节CP的转换
- 滚刀材料
- 对齿轮加工专用滚刀的描述
- 齿轮滚刀的基本齿形
- 压力角30°模数m1渐开线花键滚刀
- 压力角30°模数m1.25渐开线花键滚刀
- 压力角30°模数m1.5渐开线花键滚刀
- 压力角30°模数m2渐开线花键滚刀
- 压力角30°模数m2.5渐开线花键滚刀
- 压力角30°模数m3渐开线花键滚刀
- 压力角30°模数m3.5渐开线花键滚刀
- 压力角30°模数m4渐开线花键滚刀
- 压力角30°模数m5渐开线花键滚刀
- 压力角30°模数m6渐开线花键滚刀
- 压力角30°模数m8渐开线花键滚刀
- 压力角30°模数m10渐开线花键滚刀
- 压力角45°渐开线花键滚刀



 渝公网安备 50009802000946号
渝公网安备 50009802000946号