Hob Resharpening
Hob Resharpening
Resharpening time shoud be decided not to be late for better efficiency, the guidelines for determining the time to resharpen are follows:
1,wear amount, when the gear is cut by roughing or finishing process, the hob wear amount can be different. Generally, it is recommended to regrind per chart below.

2,tool life, to preserve an optimum cutting condition and get long tool life, a tool should be resharpened after checking the wear amount. If you use a worn tool, the tools' cutting ability is reduced.

during grinding,if you exceed the proper grinding amount an invisible grinding crack may occur so it makes the tooth separate and causes the hob to break. If you suspect that a grinding error has occurred, continue to inspect the teeth and if you notice any color variation, this could be an indication that a crack has formed and you stop using the hob.

please visit our new website and contact us for more details precision gear hobs.
-
Involute Gear Cuters
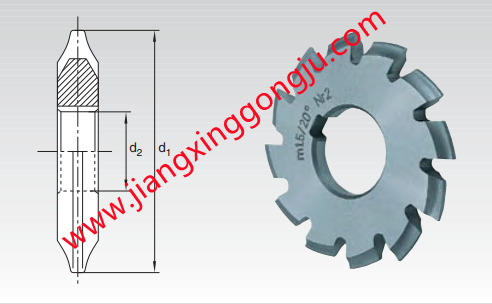 Involute Gear Cutersfor spur gears to module pitch20° pressure anglebasic profile I to DIN 3972...
Involute Gear Cutersfor spur gears to module pitch20° pressure anglebasic profile I to DIN 3972... - Timing Pulley Hob for S.T.D MXL(2.032)
- PA20° DP20 Standard Module Gear Hob with BPⅡ
- Nominal PCD 180mm M1.25 Gear Shaving Cutter with PA20°
- PA30° PCD 25mm Shank Type Gear Shaper Cutter with Module m1~m3
- Chongqing Jiangxing Tools
- RS35 Roller Chain Sprocket Hob with Pitch 9.525 x Roller Dia. 6.35
